游标卡尺的读数方法(使用方法图解)
; 游标卡尺的使用方法
游标卡尺介绍
游标卡尺是一种较精密量具,能较精确地测量工件的长度、宽度、深度及内外圆直径 等尺寸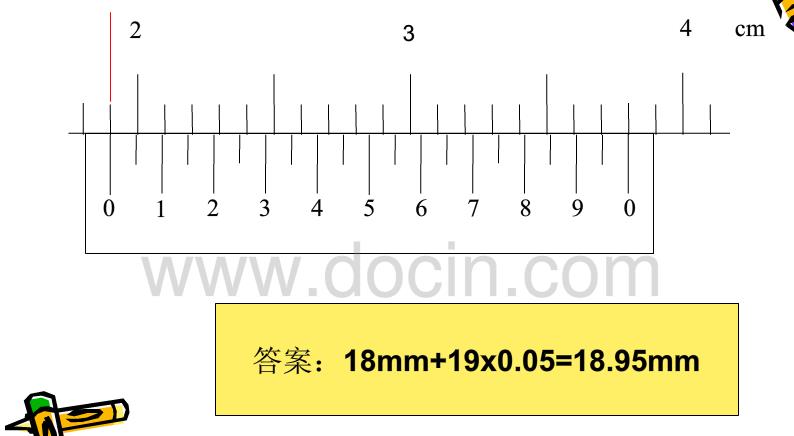 常用的规格有 0~125mm、0~150mm、0~200mm、0~300mm、0~500mm 等多种。游标卡尺按其精度可分为:0.1mm、0.05mm、0.02mm 三种。
常用的规格有 0~125mm、0~150mm、0~200mm、0~300mm、0~500mm 等多种。游标卡尺按其精度可分为:0.1mm、0.05mm、0.02mm 三种。
二、游标卡尺的结构
游标卡尺由尺身、游标、外测量爪、刀口内测量爪、深度尺、紧固螺钉等组成,如图1-1所示。
图 1-1
三、读数
游标的尺身上的刻度每格为 1mm,滑动的游标上的刻度每格为0.02mm(以精度0.02为例)。如下图2-1(实物图),如下图3-1(示意图)。
图 2-1
图 3-1
第一步:
确认游标卡尺精度,如图2-1所示,游标卡尺的精度为0.02mm。一般情况下我们的尺身(主尺)的读数的单位为cm,为了方便读数,我们需要化为mm,1cm=10格,所以一格为0.1cm,化为mm,即主尺一格就为1mm。
第二步:
确认游标(副尺)读数,由于精度为0.02,所以如图3-1所示,游标(副尺)的一格为0.02mm,五格就为0.10mm;此时有两种游标(副尺)读数方法:
第一种:数游标与主尺(从左到右)数过去相对应的格数X0.02;例如:10格在游标上对应的位置为2,我们通过计算:10X0.02=0.20mm;
第二种:直接看游标读数:例如1就为5格,所以为0.10mm; 2为10格就为0.20mm;3就是0.30,mm;以此类推;
第三步:
具体读数:结果=主尺读数 游标(副尺读数),
图 4-1
主尺读数:主尺的数值为0.7cm=7mm;(注意将cm转化为mm)
副尺读数:大家可以清晰地看到图4-1游标(副尺)0刻度没有与7mm主尺刻度重合,所以超过了7mm,我们得从左往右读取游标刻度,看哪一个与主尺刻度进行重合;大家可以看图4-1中游标读数4这个位置刚刚好与主尺读数进行重合;我们进行计算:一共有20格X0.02=0.40mm; 或者直接读数4这个位置为0.40mm;
最终结果:7mm 0.40mm=7.40mm;
四、具体操作详细步骤:
(1)基本检查:拿出游标卡尺,进行外观检查,刻度清晰检查,是否损坏,游标是否能够正常滑动;
(2)清洁:重点清洁外量尺和内量尺和刻度,以及被测物体;
(3)校零:确认游标卡尺上的主尺和副尺0是否重合,如果未重合即万用表存在误差,需要读出误差值;
(4)进行游标卡尺测量被测物体,然后保证游标卡尺外量尺接触物体后,保证游标卡尺水平后旋转锁止螺母进行锁止,取出游标卡尺;
(5)读数:主尺 副尺;
(6)记录数据:最好测两次及以上;
(7)清洁复位;
游标卡尺的读数方法
游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成
尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐
这里也有游标卡尺的读法介绍。你对照一下就可以了
游标卡尺读数方法
游标卡尺的读数方法和使用方法
游标卡尺,作为常用的度量工具,以其精度为名,一般可以精确到0.25px,但是其结构比起卷尺直尺相对要复杂很多,刚刚接触的人,很可能不能一下子摸到门路。所以在此介绍一下它的使用方法
材料/工具
游标卡尺
方法
1
测量外径:如图,红框内部分,钳住物品,得出测量数据。
2
测量内径:如图,红框内部分,在物品内径部分,两端张开,撑住物品,得出测量数据。
3
测量深度:如图,红框内部分,探入后,固定标尺,得出测量数据。
4
无论测量方法如何,数据都便现在标尺上,所以以下图测量内径的图示为例
5
首先,看副尺“0”的位置,它决定了头两个数位。图中0在57.49999999999999px的后面。即为测量物体的内径为2.3xxcm
6
然后观察副尺分度(精确度),就是有多少个格图中为20分度,即精确度为0.05mm。(每分度的单位=1毫米/分度)
7
看副尺和主尺完全重合的数位,看红框内,重合部分与二差3格。即重合处为17。每单位为0.05mm,得出最后的数位,0.85mm(2.125px),最后测量出,目标的内径为59.62499999999999px